가연성 폐플라스틱 활용한 공간속도(GHSV) 따른 열분해특성비교 및 수소생산연구
Comparative Study of Hydrogen Thermal Decompostion Characteristics According to Space Velocity Using Combustible Waste Plastics
Article information
Abstract
본 연구에서 폐플라스틱활용하여 기체공간속도(GHSV)와 수소생산 반응기용 각종 촉매의 성능에 따라 실험실 규모의 가스화 반응기를 이용하여 열분해 합성유와 합성가스(H2/CO)를 생산한다. 폐플라스틱의 주성분인 HDPE, PP, PS를 시료로 선정하였다. 합성가스 생산으로 고부가가치 수소생산 가능 증기에서 열분해를 개선한 촉매 개질반응을 통해 수소를 생산할 수 있다. 무촉매 원유의 생산량은 70.2 wt%로 높았으며, 원유 중 18개 이상의 탄화수소 왁스의 탄화수소가 70.47%를 차지했습니다. 반면에 촉매를 이용하여 원유를 생산하는 경우에는 그 양이 감소하였으나 C5~C14의 탄화수소 비율이 증가하였다. GHSV에 따라 결정된 각 촉매의 열분해 결과적으로 10,000 hr-1, 8,000 hr-1, 5,000 hr-1, GHSV의 경우 합성유 생산량이 다른 두 조건보다 많았으나 C5~C14의 탄화수소는 30~40%였다. 이를 바탕으로 열분해 원유의 열량은 최대 11.583 kcal/kg이고 열분해 합성유 수율은 58%임을 확인하였다. 내부 순환 열분해 가스화 반응기의 실험실 규모에서 폐플라스틱은 촉매로 열분해되고, 열 및 물질수지는 등온 온도에서 촉매, 열 및 수지로 PS, PE, PP 및 프탈레이트와 같은 플라스틱첨가제 제품을 생산할 수 있다.
Trans Abstract
This Study using combustibe waste plastic compared the pyrolysis Characteristics according to GHSV and the performance of various catalysts for hydrogen production reactor. pyrolysis synthetic oil and synthetic gas (H2/CO) of waste plastic are produced using a gasification reactor in a lab scale. HDPE, PP, PS, among the main components of waste plastic were selected as a sample. It was possible to produce high value added hydrogen by producing hydrogen and crude oil through the catalytic reforming reaction that is improved the pyrolysis in vapor. The production of crude oil without catalysts was high at 70.2 wt% and among oil with more 18 hydrocarbons wax’s hydrocarbons accounted for 70.47%. On the other hand in the case of producing crude oil using a catalyst the amount decreased, but the hydrocarbon percentage of increased C5~C14. As a result of the pyrolysis of each of the catalysts determined according to the GHSV. 10,000 hr-1, 8,000 hr-1, 5,000 hr-1, amount of synthetic oil produced in the case of the GHSV was higher than the other two conditions, but the hydrocarbon of C5~C14 was 30~40%. Based on this it was confirmed that the caloric value of the pyrosis crude oil was up to 11.583 kcal/kg and the pyrolysis oil yield was 58%. In a lab-scale in ternal circulating pyolysis gasification reactor waste plastic is pyrolyzed into catalysts, heat and material resins pyrolyzed into catalysts, heat and material resins at isothermal temperature to produce plastic products such as PS, PE, PP and phthalate.
서론
최근 이슈화하고 있는 폐플라스틱 등 환경문제를 유발하는 처리방법으로 열분해에 의한 에너지전환 생산기술을 부각 되어지고 있다. 단순 소각, 매립보다는 유용한 방법으로 재활용 기술 및 자원화 등의 필요성이 커지고 있다. 폐플라스틱을 매립하게 되면 해양, 토양오염, 소각처리 할때는 질소산화물(NOx), 황산화물(SOx), 다이옥신, 염소(Cl) 등 환경에 유해한 오염물질들 발생하고 있다(Brennan et al., 2001). 2030~2050년도 탄소중립시대 맞추어 에너지경제가 대두되면서 최근 국내에서 순환경제을 위한 자원순환기본법 등 재활용 연구개발을 통한 사업 등을 추진하고 있다(Kan et al., 2016). 특히, 최근 유가급등과 정부의 적극적으로 재활용 정책 등의 주위 환경 변화에 따라 열분해에 의해 대체 수소 등으로 폐자원전환방법이 좋은 대안이 되고 있다. 이를 반영하듯이 지지체, 관련 환경단체, 저기술자들, 이와 관련 정부(산업부, 환경부 등), 정부기관 및 대, 중소기업에서 폐플라스틱 열분해 연구개발 및 사업개발에 많은 관심이 보여지고 있다(Kim et al., 2004). 원유 성분인 탄화수소로 구성된 플라스틱의 사용량 증가로 폐플라스틱을 발생량도 증가하였다. 최근 유가급등과 에너지정책 등 주위 2050 탄소중립 환경변화에 따라 열분해에 의해 대체에너지원으로 전환하는 좋은 대안으로 되고 있다.
폐플라스틱의 연료화는 고 점착성 및 염소성분이 들어있어 폐자원으로 발생되는 비닐류에 비해 적절하게 에너지화 되지 못하고 있는 실정이다(Kim et al., 2004). 폐플라스틱 및 폐비닐과 비슷한 조성을 가진 혼합한 시료를 바탕으로 촉매의 효과를 확인하여 탄화수소가 적은 올레핀의 수율을 향상시키고, 화학적 원료로 사용 가능한 수소 및 방향족 화합물의 수율을 높이는데 있다. 열분해에서 촉매의 역할과 공정에서 유리한 최적 촉매를 선정하는데 활용하고자 한다. 폐플라스틱 및 폐비닐, 가정 등에서 발생되는 가연성폐기물 중에서 에너지 함량이 높은 폐기물 대상으로 하여 연료의 제조기술, 열분해에 의한 수소화기술, 가스화에 의한 가연성 가스 제조기술등 처리방법을 이용하여 고체연료, 액체연료, 가스연료 등 생산하고 이를 산업 생산활동에 필용한 에너지로 이용될 수 있도록 한 재생에너지를 사용하고자하는 의미가 있다. 합성가스(Syngas)는 폐플라스틱, 폐비닐, 폐고무, 폐타이어 등의 고분자폐기물을 무산소(Vacuum)조건 하에서 350~450℃ 원료를 구성하였다(Encinar & Gonxalez, 2008). 불포화 탄화수소 사슬을 끊어서 저분자로 만드는 열분해 공정을 통하여 액체연료로 변환시키는 기술로서 생성된 오일은 주로 산업용등 대체(보조 연료) 또는 자원순환 에너지를 사용할 수 있다(Park et al., 2013). 국내에서는 기업, 무리한 보급추진, 처리물량 확보의 어려움, 폐기물 처리비지원, 폐기물 인허가 등과 같은 복합적인 요인과 체계적인 기술연구개발과 실용화 및 사업화가 실적이 상당히 부족하여 폐플라스틱의 열분해 기술이 대한 보급이 시급한 상태이다.
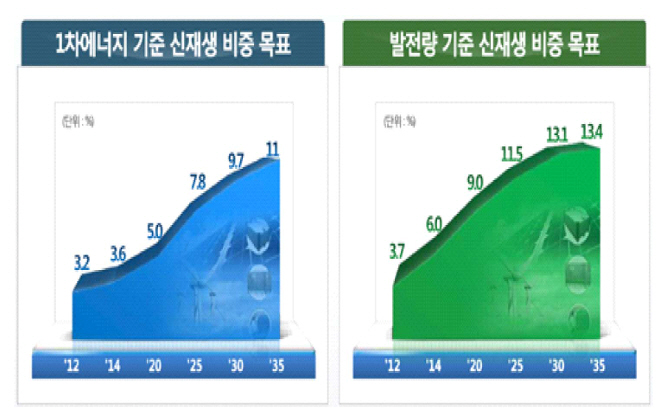
Renewable energy goal.
New Renewable Energy Forecast. [4차 신재생에너지 기본계획(산업통상자원부, 2014)]
국내 폐플라스틱 발생량 중 약 500만톤에서 약 50% 정도가 아직도 매립과 소각에 의하여 처리한다(Al-Salem & Lettieri, 2010). 본 연구에서는 이들 범용 폐플라스틱 열분해 실험을 실시하여 특성 규명 및 자원연구을 하였다. 열분해는 PS > PP > PE 순서로 열분해 온도는 PS, PP의 경우 390℃, PE 경우 430℃가 적정하였으며(Al-Salem & Lettieri, 2010), 합성오일 생성물의 수율은 80% 범위로 높았다. PE의 경우 왁스가 다량 포함된 넓은 분자량 분포로 파라핀과 올레핀이주 생성물로 열분해의 어려움이 있었다. 반면, PP의 경우는 저분자 생성물이 올레핀이 주로 얻어졌고, 또한 PS의 경우도 저분자인 하나의 벤젠링을 가진 생성물이 주로 얻어졌으며, 이 두 물질은 400℃ 열분해가 용이하였다(Kim et al., 2014). 폐플라스틱은 높은 열량을 가지고 있는 범용인 PE, PP, PS가 주 발생이고, 열분해 가화기에서 어려움이 있는 PE에 촉매를 부가한 경우 분해 반응이 잘 이루어졌고, 열분해에 비해 저분인 올레핀과 방향족 분율이 높아 촉매 부가효과를 확인할 수 있었다.

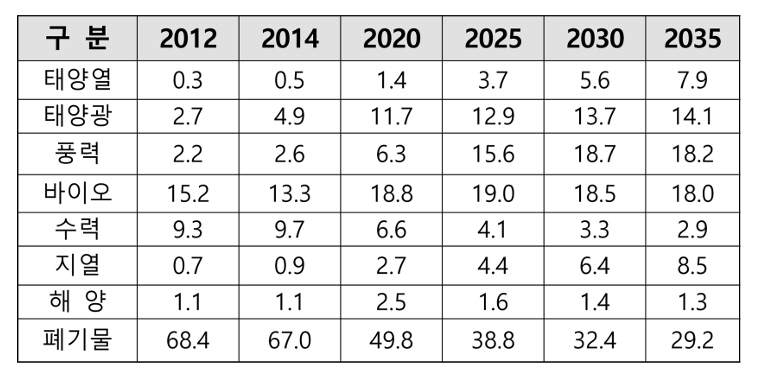
Waste Plastic Generation in Korea. [4차 신재생에너지 기본계획(산업통상자원부, 2014)]
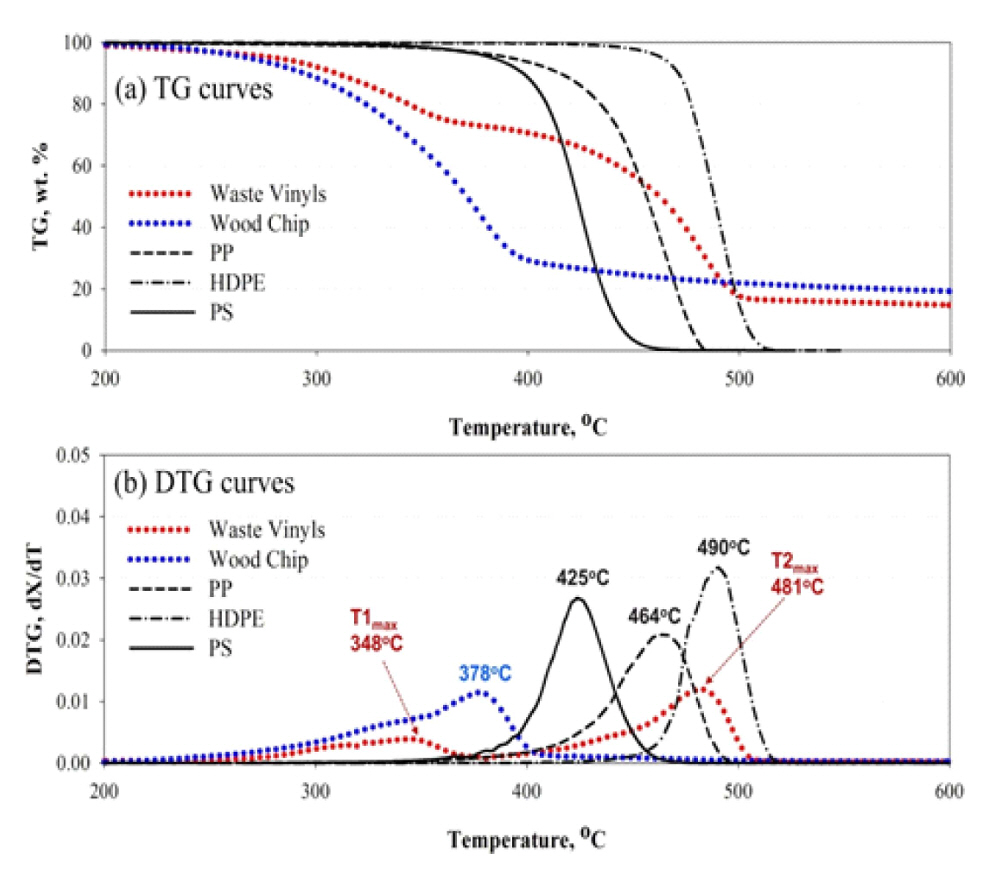
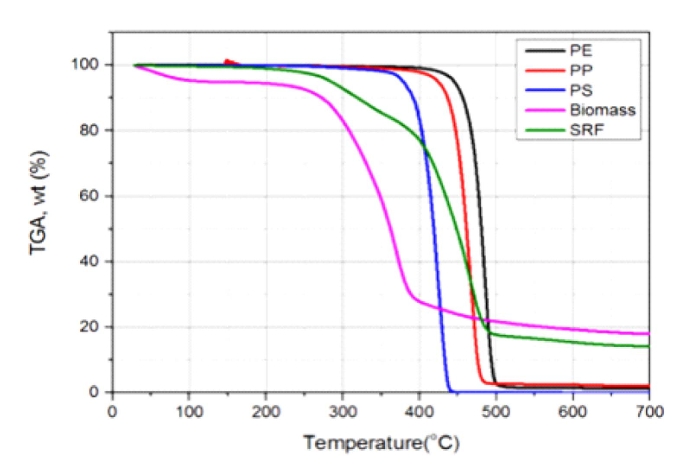
대상 시료의 열중량분석기(TGA) 승온율 20℃/min에서 본 연구에 사용된 5가지 시료의 열중량(Thermogravimetric, TG) 곡선과 열중량(Derivative TG, DTG) 곡선을 도시하고 있다. 반면 폐비닐의 경우 타 시료와 달리 넓은 온도범위에서 분해가 일어남을 알 수 있으며(Vega et al., 1996), TG 및 DTG 곡선을 통해 폐비닐의 열분해 반응은 크게 2단계로 구분할 수 있다.
Starch와 Starch/poly(ethylene-co-vinyl alcohol)의 혼합시 료의 열중량분석을 수행하였으며, 그 결과 폐플라스틱의 1단계 무게감소 구간(220~380℃)과 매우 유사한 온도범위(230~370℃)에서 Starch의 분해가 진행됨을 확인하였다. 2번째 구간은 380~500℃로 Tmax의 경우 PP(464℃) 보다 높고 HDPE(490℃)보다 낮은 481℃에서 나타남을 확인하였다.
폐플라스틱 중 열적안정도는 HDPE가 가장 높았으며, PP, PS 순으로 나타났다. 이는 개별 플라스틱이 갖는 분자구조의 차이에 기인한 것으로, PS의 경우 반복 단위인 벤젠고리를 분자 내에 50%를 함유하고 있어 분자의 결정성을 낮추고(Yang et al., 2013) 3차 탄소의 비율을 높여 열적 안정도가 떨어진다. 반면 PP의 경우 반복 단위인 메틸기에 의해 HDPE와 비교하여 결정성이 낮고 3차 탄화수소의 비율이 높아 열적안정도가 HDPE보다 떨어짐을 알 수 있다.
Figure 4를 통해 폐플라스틱의 2번째 열분해(phase 변화)구간은 열적안정도 차이가 있는 3가지 범용 플라스틱이 개별적으로 분해되는 모든 온도구간을 포함함을 알 수 있으며, 이에 따라 본 연구의 대상 시료인 폐비닐은 단일 플라스틱이 아닌 다양한 종류의 플라스틱이 혼재되어 있다고 여겨진다(Ayllon et al., 2006). 폐플라스틱의 T2max보다 낮은 온도에서 Tmax를 지니는 PP를 폐비닐의 플라스틱으로 설정하고, 폐비닐의 분해구간의 분해에 영향을 주는 성분을 보다 명확하게 규명하기 위해 혼합비율을 달리하여 열분해를 진행하였다. 20℃/min에서 폐플라스틱, 프리프로필렌(PP)열분해에 기인한 2번째 온도구간은 고온으로 이동함을 확인하였다. 반응 종료 시점에서 활성화에너지가 감소하는 폐비닐과는 달리 혼합비율이 증가함에 따라 높은 전환율에서의 활성화에너지 값의 증가가 두드러지게 나타남을 확인하였다.
Comparison of TG and TGA analysis.
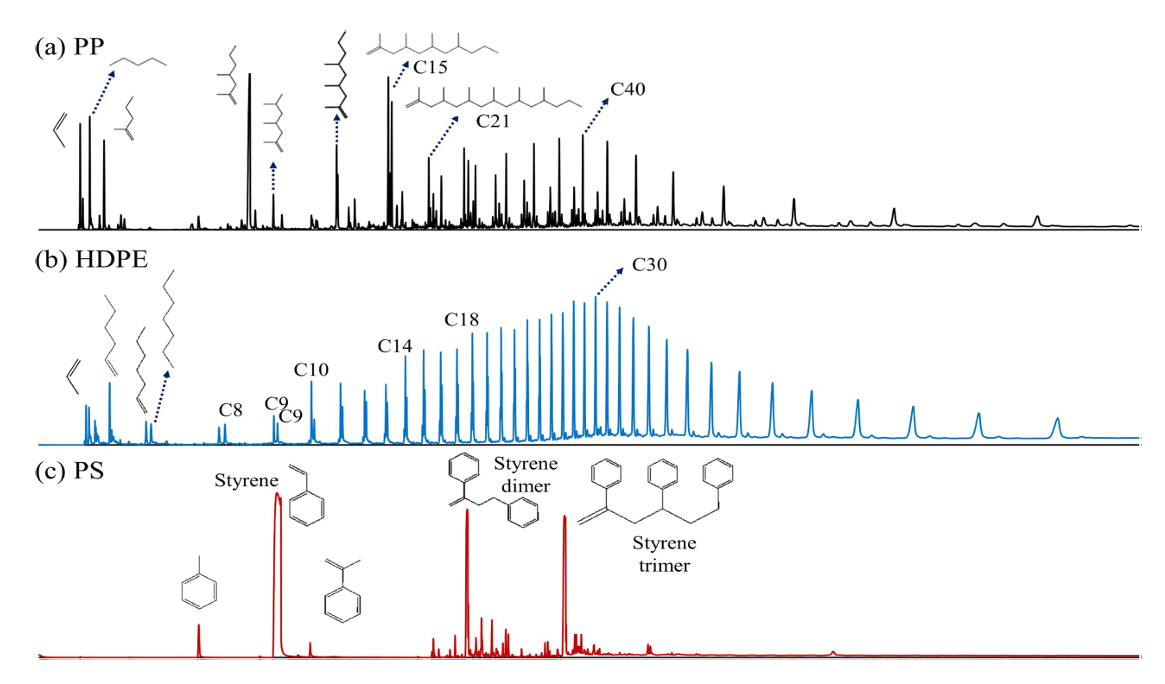
PP, HDPE, PS Chromatogram.
실험방법
본 연구에서 열분해 반응 공정은 반응물 유동층가스화 및 열분해 반응기, 개질촉매반응기로 이루어져 있다. 본 실험 장치는 가스 제어(MFC), 온도 제어(temperature controller), 열분해 반응 시스템(pyrolysis reactor), 촉매개질 시스템(catalyst reactor), GC분석 시스템으로 구성하였다. 열분해 반응기의 출입구에 연속으로 석영질의 촉매층 반응기를 연결하여 열분해 기체가 개질되도록 설치 및 구축 하였다(Tsuge et al., 2011). 촉매층반응기의 출구에서 생성가스가 실온으로 떨어져 응고되는 것을 막기 위하여 열선 테이프를 이용하여 condenser입구까지 200℃를 유지하도록 하였다. 열분해되어 생성된 가스는 condenser에 의해 냉각되어 합성 오일을 분리하였다.
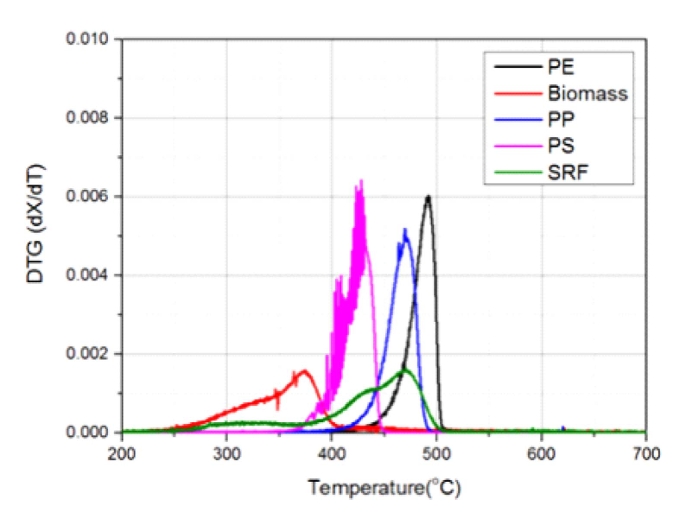
DTG analysis to waste plastic.
Condenser를 지나온 가스는 FID와 TCD가 장착된 GC를 이용하여 분석하였으며, N2는 질량 유량 조절계(MFC)를 이용하여 반응기에 정량 공급하였다. 열분해반응기에서 촉매 반응 특성 연구를 위해 온도, 체류시간, 열분해 반응 시간 등 열분해 운전 조건을 선정하였다(Kim et al., 2014). 시료는 PP(Density=0.9 g/mL at 25℃, Mw=~250,000), LDPE(Density=0.925 g/mL at 25℃, form: Pellets, Melt Index=25 g/10 min. mp=116℃), HDPE(high Density Polyethylene, Density=0.952 g/mL at 25℃, form: pellets, melt index=12 g/10 min, mp=125~140℃)을 사용하였으나 LDPE와 HDPE는 열분해시 왁스 생성으로 인해 오일의 생성량을 파악할 수 없기 때문에 폴리프로필렌으로 선정하였다.
TGA analysis according to waste plastic.
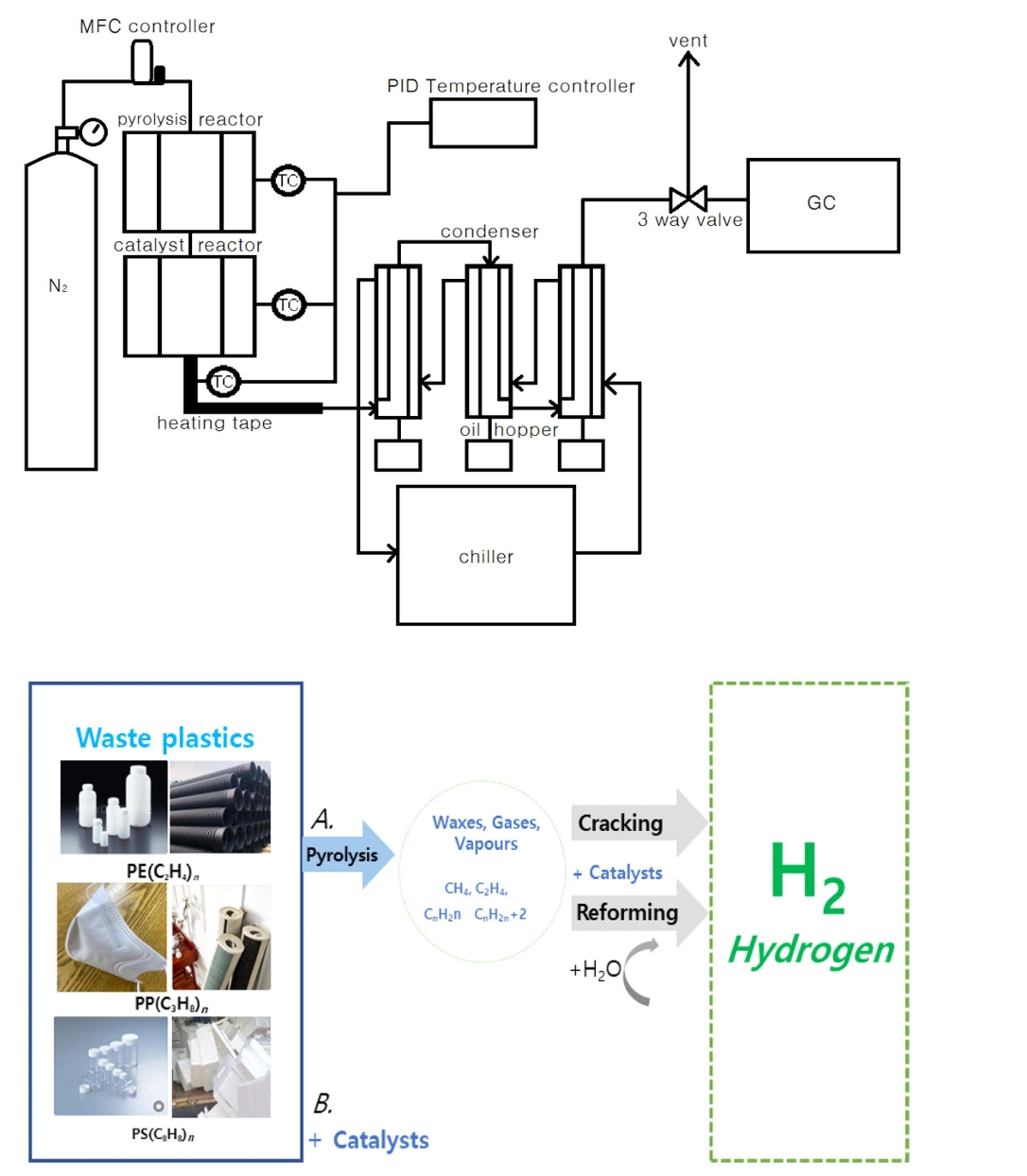
Pyrolysis gasification reactor and process.
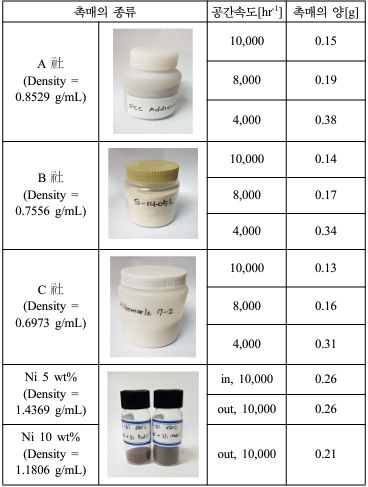
열분해는 오일 생성에 중점적으로 열분해로 하였으며 열분해 온도를 480℃로 설정하였다. PP가 열분해 되지 않은 상태에서 반응기를 통과하는 것을 방지하기 위하여 반응기안에 도가니를 설치하였으며 촉매와 접촉시간을 늘리기 위하여 carrier gas의 체류시간을 30 cc/min으로 설정하였다(Tsuge et al., 2011). PP가 충분한 시간을 가지고 열분해되기 위하여 열분해 90분으로 하였다. 촉매는 국내외 유수 석유화학회사 A社, B社, C社에서 사용되는 상용 촉매를 사용하였다. 시료의 열분해/촉매 반응은 석영 재질의 fixed bed reactor에서 이루어졌다.
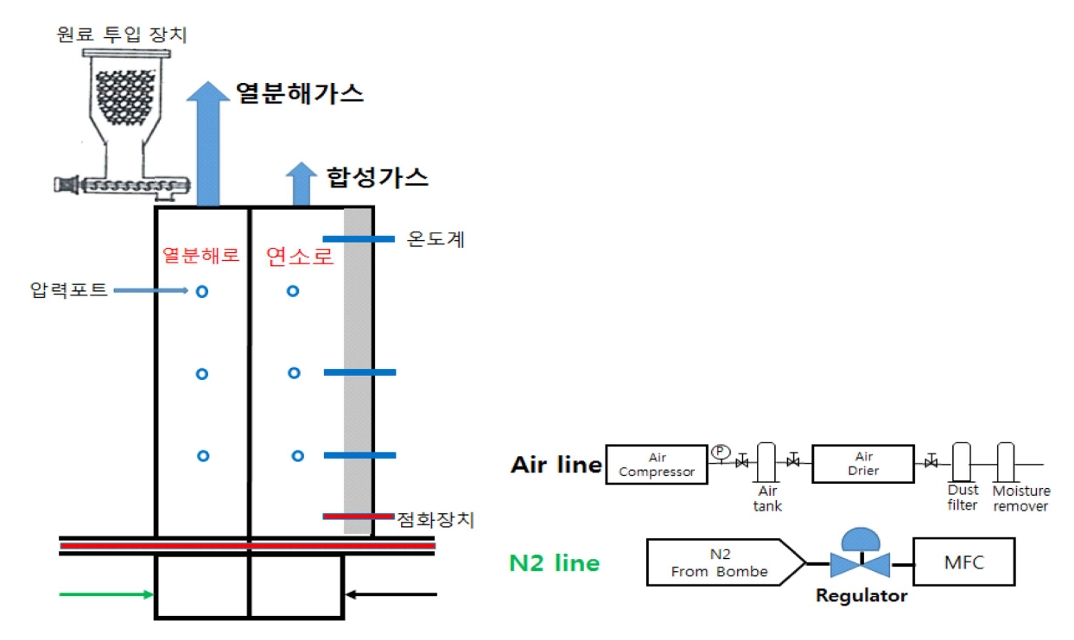
Internal circulation reactor.
시료(고분자물성)가 변화가 되면서 유리전이온도 도가니 안에 시료를 넣고, 촉매 층 반응기에 촉매를 넣은 후 반응기에 고정시킨 후 실험 전에 질소를 80 mL/min으로 60분 이상 흘려주어 무산소 상태로 만들어 주었다. Pyrolysis reactor의 온도는 600℃, catalyst reactor의 온도는 450~500℃로 하였으며(Inguanzo et al., 2001), 질소의 유량을 20 mL/min으로 변경하여 열분해 반응기를 이동시켜 급속 열분해 반응을 시작하였다. 열분해가 시작되고 90분동안 발생되는 vapor는 condenser를 지나면서 냉각되어 오일을 분리하였으며 condenser의 온도는 –10℃를 유지하였다. Condenser를 거쳐 액화되지 않은 가스는 가스백을 이용하여 포집하였다. 분리된 오일은 GC/MS(Gas Chromatography/Mass Spectrometry)를 이용하여 성분을 분석하였고, 포집한 가스는 GC를 이용하여 분석하였다. 열분해 가스화 순환 유동층 반응기는 내부 순환형 반응기의 형태로 설계를 진행하였다. 한쪽은 폐플라스틱의 열분해로, 다른 반쪽은 유동층 가스화로로 구성되어 있다. 반응기는 기포 유동층(Bubbling Fluidized Bed)으로 가스화로에서 생성되는 650~800℃ 유동사를 열분해 반응기로 이송하여 폐기물을 직접 열분해하고(Al-Salem & Lettieri, 2010) 열분해로 후 배출되는 유동사/잔유물(char)는 다시 가스화 유동층으로 이동하여 합성가스를 생성할 수 있도록 하였다. 열분해가 진행되어 생성된 미반응 char가 연소로로 순환되어, 유동화 매체인 공기와 함께 연소하여 온도를 유지할 수 있도록 하였다.
Fluidized bed gasification H&MB
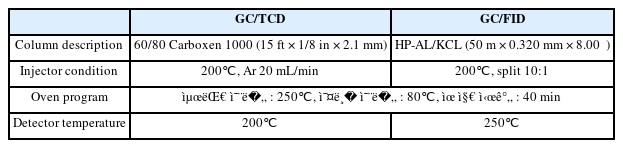
Conditions of GC analysis

Laboratory equipment.
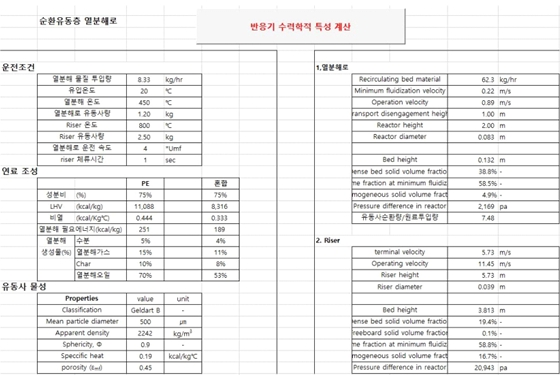
1. 열 & 물질수지(Heat & Mass Balance) 도출
가스화로 열 수지 계산은 열분해로에서 생성된 char의 완전 연소조건으로 먼저 열정산을 한 후 필요한 열량 값을 계산하여 추가 투입열량을 계산하였다.
Si 지지체를 기반으로 하는 열분해용 촉매를 합성을 위하여 silica sand와 전이금속물질인 Ni을 담지하였다. Ni은 5 wt%로 하여 evaporator를 이용해 물리적으로 혼합하였다. 물리적으로 담지한 혼합물을 오븐에 넣고 24시간 건조시킨 후, 650℃에서 3시간 동안 소성시켰다.
열분해 공정에서 촉매가 미치는 영향을 알아보기 위해 공간속도에 따라 촉매의 양에 변화를 주어 열분해에 이용하였다. 공간속도는 촉매의 겉보기 밀도를 이용하여 촉매의 부피를 잰 후, carrier gas의 flow rate를 부피로 나누어 알 수 있다. 사용된 촉매의 종류와 양을 나타낼 수 있었으며 아래와 같이 공식을 도출할 수 있었다.
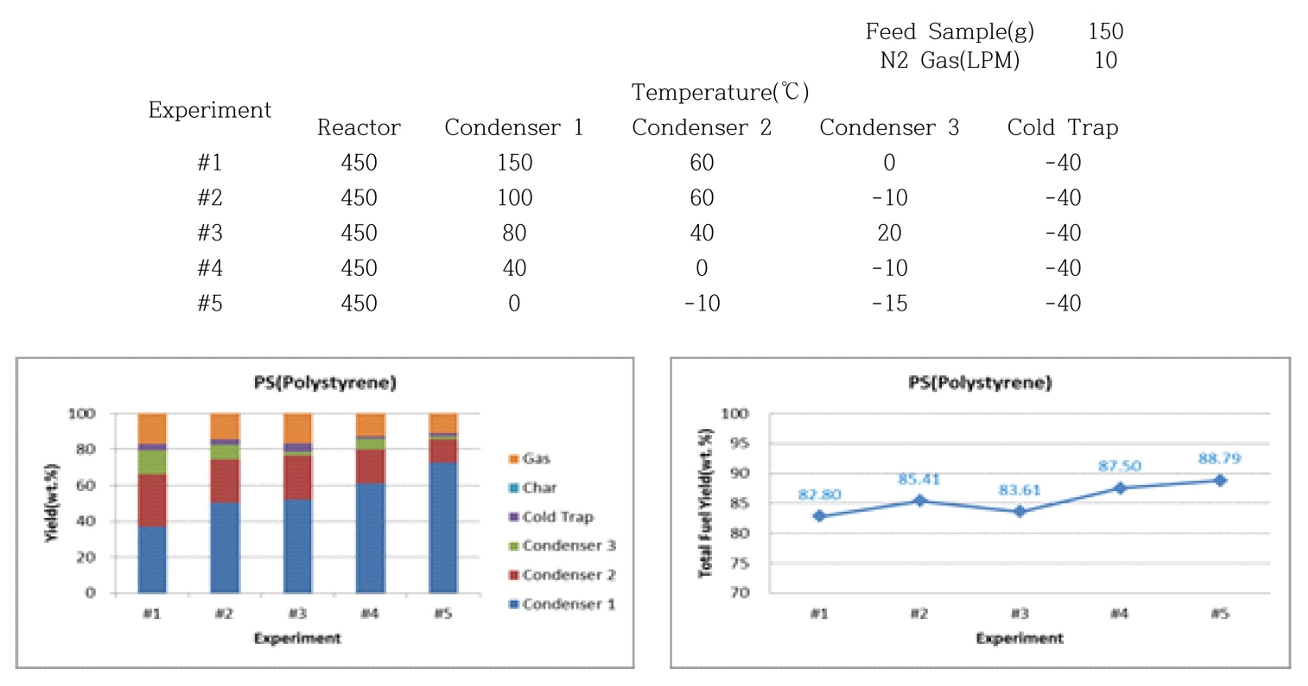
Polystyrene pyrolysis basic experiment.
Polyethylene pyrolysis basic experiment.
2. 열분해 기초실험 및 수율비교 실험결과
폐플라스틱의 500 ml 반응기에서 최대 30~150 g의 시료 사용하였으며, 3개의 냉각기로 응축하여 온도를 제어하였다.
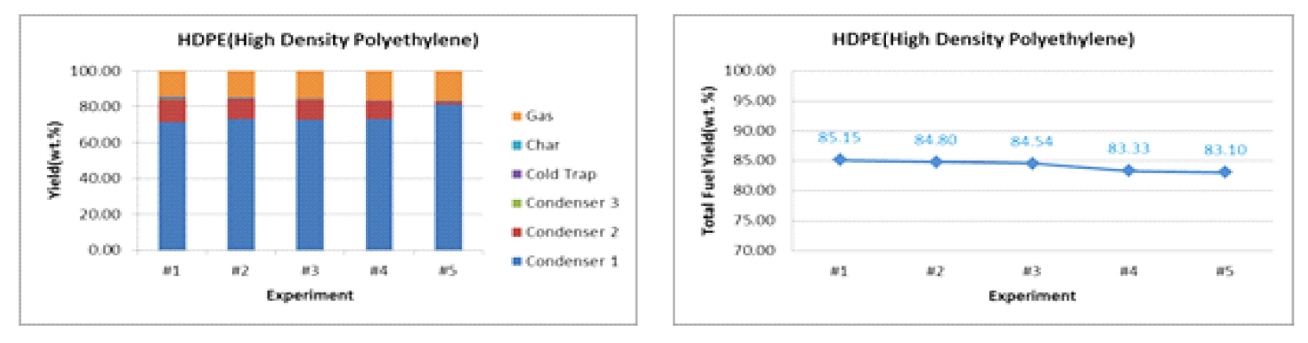
온도가 감소할수록 응축기에서 회수되는 오일수율이 증가하면서 총 오일수율은 증가하였다. 폴리스티렌(PS)오일수율은 최고 88.79%으로 폐플라스틱의 오일생성 수율은 평균적으로 85%이다.
고비점 오일(왁스)이 생성에 탄화수소(C2~C5) 이상의 왁스성분이 상당량 생성하였으며, 온도가 감소하였으며, 총 오일수율은 최고 85.15%로 보여주었다. 본 연구에서 촉매의 양과 종류를 다르게 하면서 열분해 반응을 통해 생성되는 유용한 성분의 오일 생성이 가장 많은 촉매를 선정하고자 했다. PP를 이용해 촉매 없이 열분해를 수행하면 오일의 생성량은 70.19 wt%로 많은 오일이 생성되었으나 휘발유의 조성과 유사한 유분인 C5~C14가 29.53%이고 탄화수소가 17개 이상의 왁스(Wax)성분의 탄화수소가 70.47%로 이루어진 것을 확인할 수 있다.

Catalyst as a function of space velocity
3. 타사의 촉매에 따른 특성 평가
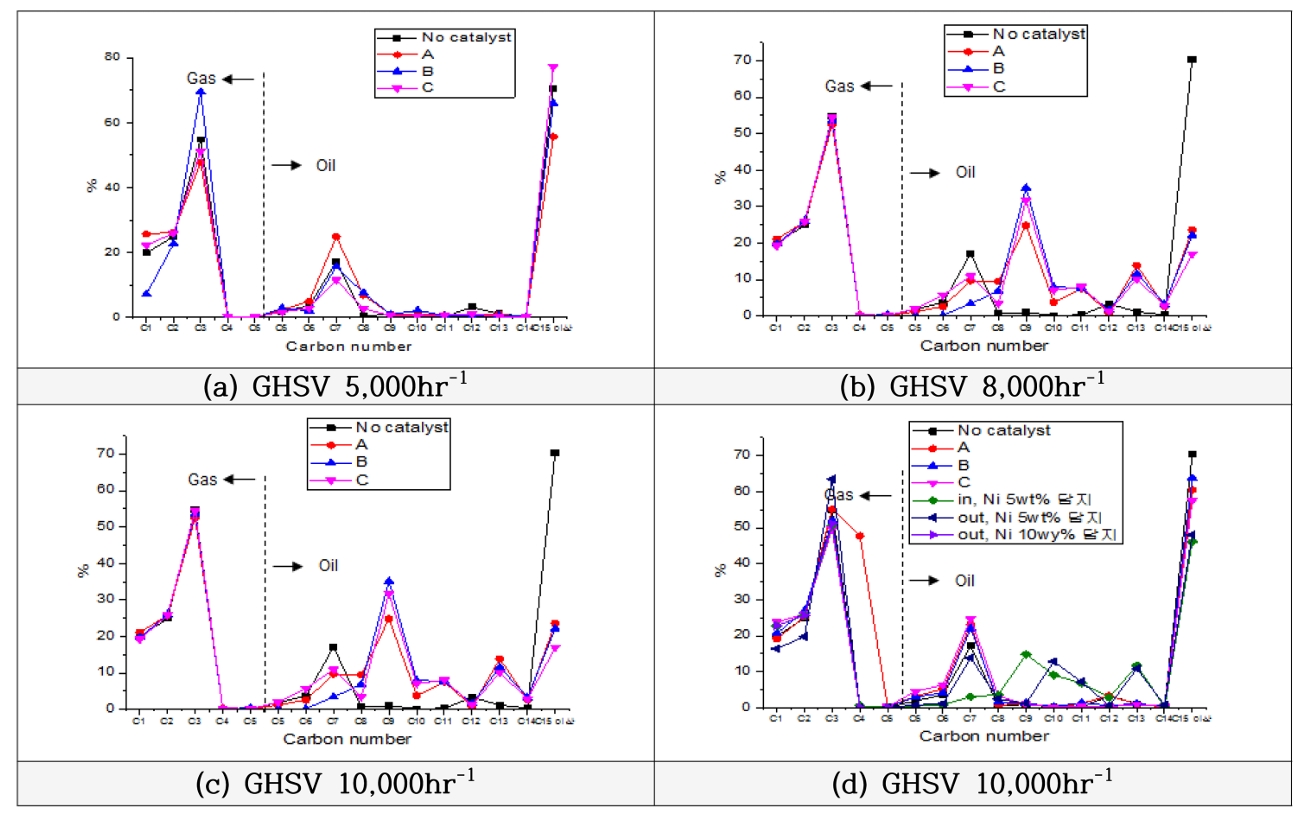
반면에 열분해를 수행하는데 촉매를 사용한 경우들 모두 오일의 생성량이 감소하고, 가스의 생성량이 증가하였으나 C15 이상의 탄화수소가 줄고 C5~C14가 증가했다. Fig. 13을 보면 공간속도 5,000 hr-1로 촉매의 양을 결정한 경우 오일의 생성량은 C사의 FCC(Fluid Catalytic Cracking)촉매를 이용한 열분해는 49.56 wt%, B사의 FCC촉매를 이용한 경우 43.64 wt%, A사의 FCC촉매를 이용한 경우 12.48 wt% 순이었으나, C5~C14의 탄화수소의 비율은 22.80%로 C사의 FCC 촉매를 이용한 경우가 가장 적었고, 촉매 A사의 FCC촉매를 이용해 C5~C14의 탄화수소는 44.29%로 가장 많이 생성되었다.
Production distribution according to hydrocarbons by catalyst type.
그러나 A사의 FCC촉매를 이용한 경우에는 오일의 생성량이 12.48 wt%로 매우 적어 실제 생성된 C5~C14의 탄화수소의 생성량은 매우 적었다.
촉매의 양을 공간속도 8,000 hr-1로 설정하여 열분해 실험을 수행한 결과로, 공간속도 8,000 hr-1의 조건에서도 오일 생성량이 C사의 FCC촉매, B사의 FCC촉매, A사의 FCC촉매 촉매를 이용한 순서였다. 또한 C5~C14의 탄화수소의 비율도 C사의 FCC촉매, B사의 FCC촉매, A사의 FCC촉매 촉매를 이용한 순서로 각각 82.98%, 77.83%, 76.43%로 다른 조건의 공간속도들에 비해 높은 비율을 보여주었다.
기체공간속도 10,000 hr-1로 촉매의 양을 결정한 오일의 생성량이 B사의 FCC촉매, A사의 FCC촉매, C사의 FCC촉매를 각각 촉매로 이용한 경우 순으로 나타났고, C5~C14의 탄화수소의 비율은 C사의 FCC촉매를 촉매로 이용한 경우 42.38%, A사의 FCC촉매를 촉매로 이용한 경우 39.47%, B사의 FCC촉매 촉매를 이용한 경우 36.16% 순으로 나타났다.
촉매를 이용해 열분해 공정을 수행하면 촉매의 공간속도에 따라 비교해 본 결과 오일 생성량의 경우 공간속도 10,000 hr-1조건에서 평균 57.61 wt%로 가장 많은 양이 생성되었고 8,000 hr-1, 4,000 hr-1조건에서 각각 평균 49.55 wt%, 35.23 wt% 순으로 오일이 생산되었다. 하지만 C5~C14의 탄화수소의 비율을 비교하면 8,000 hr-1, 10,000 hr-1, 4,000 hr-1의 공간속도 순서로 79.08%, 39.34%, 33.68%의 C5~C14의 탄화수소의 비율을 보여주었다.
합성오일(C5~C14)의 탄화수소를 포함한 오일 생산을 위해 공간속도 8,000 hr-1에서 C사의 FCC(Fluid Catalytic Cracking) 적용하는 것이 적합하다고 판단되었다. 왜냐하면, 불순물과 탄화수소결합을 적은 에너지로 끊을 수 있다는 장점이 있으며, 또한, 지방족 불포화 탄화수소(alkyne)반응에서 alkene 반응에서 쉽게 도와주는 역할을 하기 때문이다. 촉매들과 silica sand에 Ni을 담지한 촉매의 생성량을 비교하고자 silica sand에 담지(Ni) 촉매를 앞선 실험들과 동일한 기체공간속도(GHSV) 조건으로 실험을 수행한 결과 도출하였다. 공간속도 10,000 hr-1를 이용하여 촉매의 양을 결정하였을 때 silica sand에 Ni을 담지한 촉매를 이용한 경우의 오일의 생성량은 38.87 wt%, 49.12 wt%로 줄어드는 것을 알 수 있으나 C5~C14의 탄화수소의 비율은 53.88%, 51.98%로 증가시켰다.

Comparison of catalyst characteristics using space velocity of 5,000 hr-1
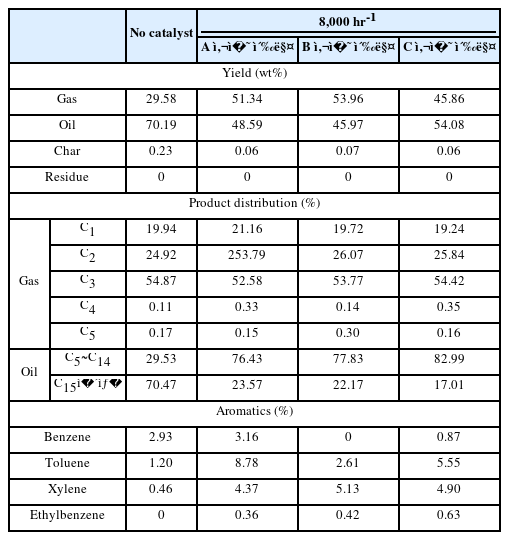
Comparison of thermal decomposition products using space velocity of 8,000 hr-1
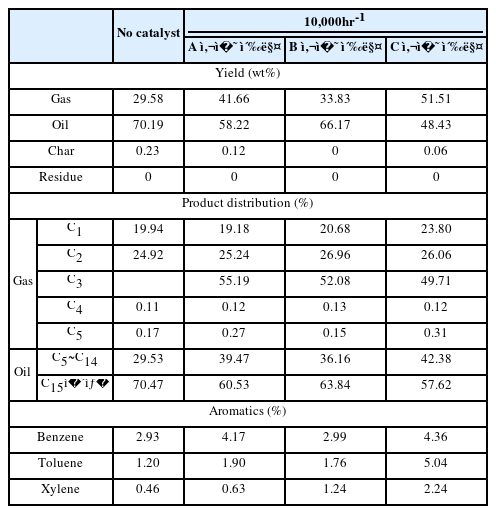
Comparison of catalysts using space velocity of 10,000 hr-1

Comparison of commercial catalysts and Ni-supported catalysts at a space velocity of 10,000 hr-1
4. 공정시스템 및 Vapor up-grading 공정
가스화기에서 열분해된 생성된 oil vapor를 가스상에서 촉매와 접촉함으로써 up-grading하기 위해 실험용 촉매반응기를 운영 진행하였다. 촉매반응기는 관형 반응기 타입으로 디자인하였으며, 선정하였으며 1 inch staninless 튜브 양쪽 끝에 금속 필터를 설치하여 반응기 내부 촉매는 외부로 빠져나오지 못하고, 개질되어진 열분해 가스만 응축시켰다. 촉매반응기 내에서 열분해 가스가 촉매와 충분히 접촉할 수 있도록 반응기의 길이를 600 mm로 선정하였다.
열분해 가스가 촉매와 접촉하는 동안 가스상을 유지하도록 가열로를 설치하였으며, 가열로는 최대 700℃까지 승온이 가능하며 온도 제어가 가능하도록 설계하였다. 최대 온도 1,200℃까지 승온할 수 있도록 설계되어 있으며 N2의 유량은 MFC(Mass Flow Controller)을 사용하여 조절하였다. PLC 판넬에 의하여 피더, furnace, ring blower 조절이 가능하도록 제작하였으며, 반응기 온도가 설정온도를 넘어서면 자동으로 furnace가 정지되도록 설정하였다.
가스 정제 설비는 반응기 상부 가스 연도를 지나 싸이클론 후단에서 열분해 가스가 전기 집진기에 포집되도록 설치하였다. 응축 장치는 에탄올/물을 사용하여 저온(-10℃)으로 냉각시켜 열분해 오일이 응축되도록 운전하였으며, 전기집진기를 작동하여 열분해 가스에 포함되어 있는 오일 성분이 최대한 포집될 수 있도록 운전하였다.
5. 촉매에 따른 공간속도(GHSV) 결과 비교
열분해 화합물은 UA-5 column을 사용하여 분리하였다. 또한 비점이 낮은 화합물의 분리능 향상을 위해 MicroJet Cryo-Trap을 사용하여 –196℃의 액화 질소를 column 앞단부에 공급하였다. GC/MS를 이용한 폐비닐의 등온 열분해 생성물 분석 결과, PS, PE, PP, PET와 phthalate 같은 플라스틱 계열의 열분해 생성물이 모두 나타났으며, 열분해 생성물도 나타났으나, 열분해 부산물은 관찰되지 않았다. 따라서 폐비닐의 초기 분해는 Starch 열분해에 기인하였음을 알 수 있었다.
결론
폐플라스틱(PE, PP, PS)는 휘발분, 발열량, 탄화수소 등 함량을 지녔으며, 산소가 함유돼 있음을 알 수 있다. TGA 분석 결과 폐플라스틱은 350~550℃에서 주로 열분해되고 고체부산물은 거의 존재하지 않았다. 공간속도 8,000 hr-1으로 하였을 경우, C5~C14의 탄화수소의 비율이 75~83%로 가장 높았다. Silica sand에 Ni을 담지한 촉매를 이용한 경우는 상용 촉매를 이용한 경우에 비해 오일의 생성량은 10 wt% 이상 적게 나타났으나, C5~C14의 탄화수소의 비율이 50% 이상으로 상용 촉매보다 높은 생성량이 관찰되었다. Silica sand에 Ni을 담지한 촉매를 이용한 열분해 실험은 생성물 분석 결과와 다양한 공간속도와 silica sand에 Ni과 조촉매의 무게비에 따른 촉매의 특성을 비교할 수 있었다.
그 결과 합성오일의 생성량은 촉매를 사용하지 않은 경우에 70.2 wt%로 가장 많았으나, 생성된 합성오일의 성분 중 탄화수소가 15개 이상의 왁스성분의 탄화수소가 70.47%를 차지하고 있다. 그에 반해 촉매를 이용한 경우 오일 생성량이 줄어드나 오일 성분 중 C5~C14의 탄화수소의 비율이 증가하였다. 촉매의 양을 공간속도 10,000 hr-1, 8,000 hr-1, 4,000 hr-1조건에 따라 결정하여 열분해를 한 결과 공간속도 10,000 hr-1으로 하였을 경우에는 오일의 생성량이 다른 두 조건보다 많이 나왔으나 C5~C14의 탄화수소의 비율이 30~40%로 적었다. 반면에 공간속도 8,000 hr-1으로 하였을 경우, C5~C14의 탄화수소의 비율이 75~83%로 가장 높았다. Silica sand에 Ni을 담지한 촉매를 이용한 경우는 상용 촉매를 이용한 경우에 비해 오일의 생성량은 10 wt% 이상 적게 나타났으나, C5~C14의 탄화수소의 비율이 50% 이상으로 상용 촉매보다 높은 생성량이 관찰되었다.